
Process Improvement
Allergen Management Systems: Top 9 Control and Labeling Compliance
Comprehensive allergen control plans with dedicated lines, validated changeovers, and ELISA testing prevent costly recalls and protect consumer safety.
4 min read
Comprehensive allergen control plans with dedicated lines, validated changeovers, and ELISA testing prevent costly recalls and protect consumer safety.

Precise beverage carbonation control ensures consumer satisfaction and premium brand positioning for manufacturers.

Biopreservatives enable clean-label positioning with effective food safety through natural antimicrobial compounds.

Blockchain traceability reduces contamination source identification from 5 days to 2 hours, cutting recall costs by up to $8M per incident.

Blockchain traceability reduces product trace time from 5-7 days to 2-4 hours, cutting recall waste by 90% and protecting brand value.
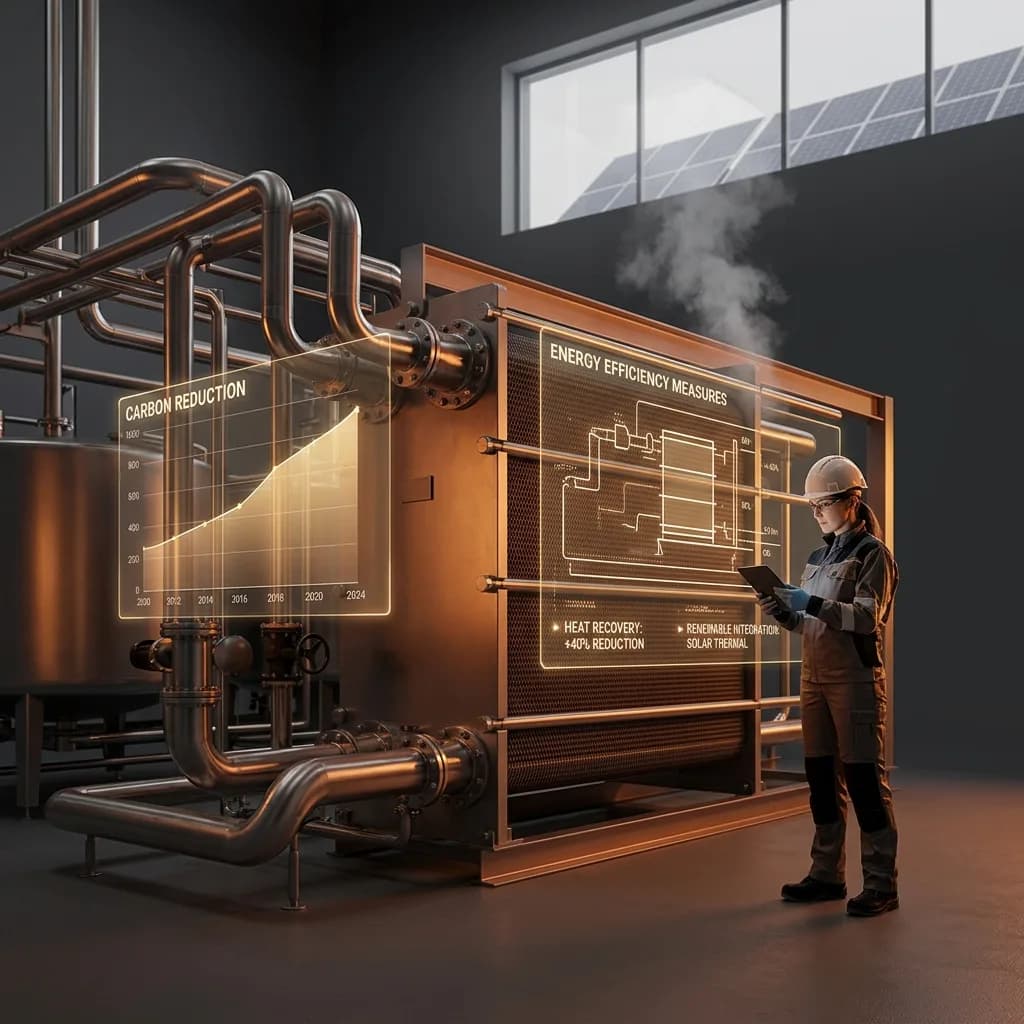
Food manufacturers can cut carbon emissions 40% and save $800K annually through heat recovery systems, VFDs, and renewable energy integration.

Cellular agriculture enables sustainable protein production with 95% less land, 78% less water, and 96% less carbon than conventional beef.

Controlled cheese aging enables premium market positioning with 150%+ price increase through complex flavor development and crystalline texture.

Precise coagulation and whey separation optimization dramatically increases cheese yield and enables premium quality positioning.

Coffee extraction optimization ensures flavor consistency and premium customer loyalty through precise temperature, grind, and timing control.

Cold plasma technology achieves 4-5 log microbial reduction without chemicals or heat, enabling clean-label positioning for fresh produce and packaging.

Cooling equipment selection directly impacts food safety, shelf-life, and product quality in prepared food manufacturing.